Here in the UK, some like to hold on to old ideas and methods (Don’t panic, this isn’t a political post)
For some reason, I get a little resistance when I suggest that installers buy a big drill and cut a 67mm round hole, where an inserted box could be rotated to the correct position.
(I never have understood the concept behind cutting a precise square hole in bricks that are harder than University Entrance exams.)
So almost every third installer continues to bash out square holes, then complains that the lovely glass panel mounting frames aren’t supported at the corners enough, so that they flex when the Glass Panels are pushed into place. (Which prevents the lugs from locking into place)
I tried providing a thin square plate, but that flexed too. It was better, but not ideal.
Nice!
We don’t really have this problem a lot here (maybe in two cases I can remember, which we solved using the Bticino black LN4702BG claw frames which are sturdier than the blue ones).
If we need them, I’ll know who to contact
Do they have the problem with the new metal frames too? (bending)
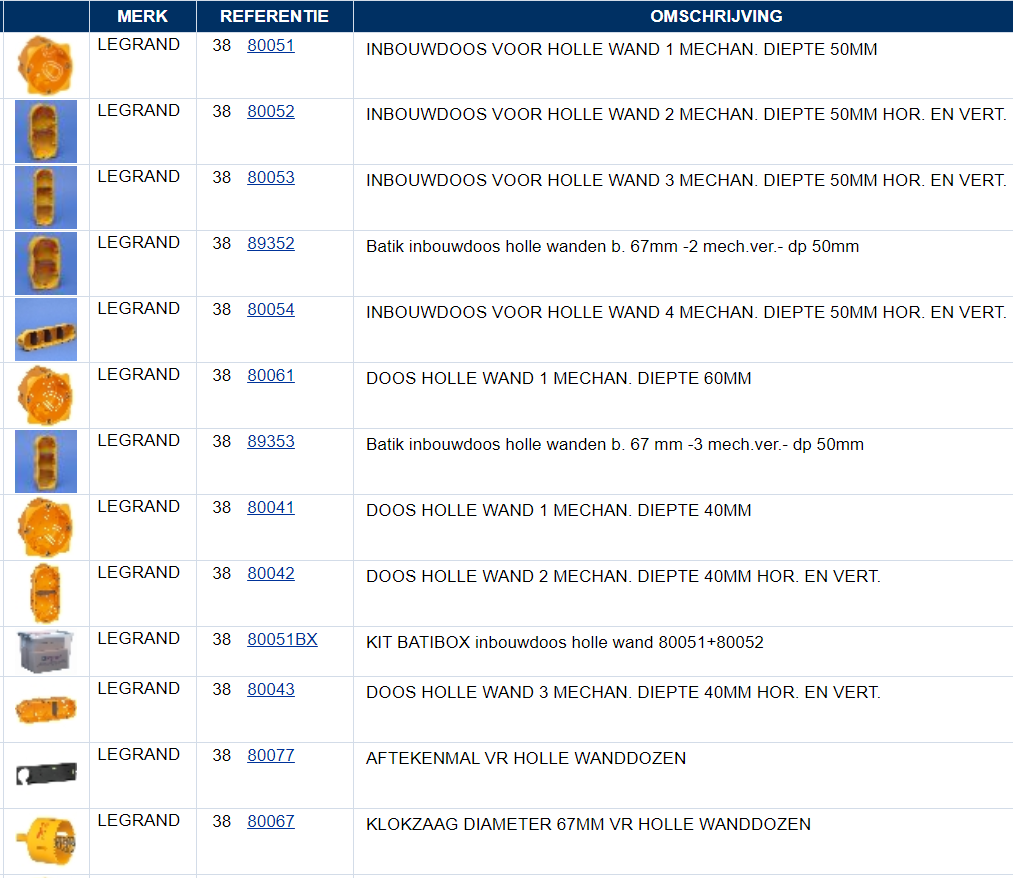
Hi, we never had that problem. Just drill a round hole diameter 68mm (or 70mm) and use the round boxes (such as for Gyproc plaster walls) instead of the square ones. The finish is even nicer, and the corners are always supported by the surrounding wall material. Additional advantage is that you have the screws.
There aren’t any issue with the metal frames bending, it’s just that they are ever so slightly smaller than the square boxes, so the edges don’t have enough support.
Indeed.
I’ve discovered that the Velleman K8400 Vertex printer needs to print Velleman PET-G at 220°c for the layers to merge and be really solid.